鎢銥流口中國標準


鎢銥流口的現行中國標準是參照中華人民共和國工業和信息化部發布的中華人民共和國有色金屬行業標準《YS/T 854—2012鎢銥流口》。
1.範圍
本標準規定了鎢銥流口的要求、試驗方法、檢驗規則、標志、包裝、運輸、貯存、質量證明書和合同(或訂貨單)內容。
本標準適用于矽酸鋁耐火纖維製造行業用的、以粉末冶金法生産的鎢銥流口。
2.規範性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 3458—2006 鎢粉
GB/T 3850 緻密燒結金屬材料與硬質合金密度測定方法
YS/T 790—2012 銥管
3.要求
3.1産品分類
鎢基體分爲兩種規格,銥管按外徑分爲7種規格,見表1(單位爲毫米)。
表1 鎢基體規格
| 鎢基體規格 | 銥管規格 | ||
| φ66x100 φ88x80 |
外徑φ | 長度L | 壁厚a |
| 5.5 | 27±1 | 0.6/0.7/0.8 | |
| 6.0 | |||
| 6.5 | |||
| 7.0 | |||
| 8.0 | |||
| 10.0 | |||
| 12.0 | |||
| 注:需方如有特殊要求,經雙方協商,可提供其他規格的鎢銥流口。 | |||
原料
鎢基體的化學成分應符合GB/T 3458—2006中FW-1牌號的要求,銥管應符合YS/T 790—2012的要求。
3.3産品的形狀、尺寸及允許偏差
3.3.1産品的形狀見放鏈接。
3.3.2産品的尺寸及允許偏差見表2(單位爲毫米)。
表2 鎢基體規格
| 鎢基體規格 | φ66x100 | φ88x80 |
| 外徑D | 66 | 88 |
| 外徑允許偏差 | ±3 | ±5 |
| 內徑d | 58 | 72 |
| 內徑允許偏差 | ±2 | ±2 |
| 頂部圓弧R | 10~15 | 20~25 |
| 夾角θ | 36° | 45° |
| 總高度H | 100 | 80 |
| 總高度允許偏差 | ±2 | ±2 |
| 壁高度h1 | 55 | 46 |
| 壁高度允許偏差 | ±2 | ±2 |
| 頂高度h2 | 24 | 24 |
| 頂高度允許偏差 | ±1 | ±1 |
3.4鎢基體密度
鎢基體密度應不小于17.7g/cm3。
3.5結合强度
鎢基體與銥管結合强度應以施加1000g砝碼10s不脫落爲合格。
3.6外觀質量
3.6.1産品外觀應光滑、潔淨,無裂紋、孔洞、變形等缺陷。
3.6.2銥管內表面應光滑、無砂眼、裂紋等缺陷。
4.試驗方法
4.1産品的尺寸及允許偏差用相應精度的量具測量。
4.2産品的密度按GB/T 3850的規定進行。
4.3産品的結合强度按附錄A的規定進行。
4.4産品的外觀質量用目視檢查。
5.檢驗規則
5.1檢查與驗收
5.1.1産品應由供方進行檢驗,保證産品符合本標準及合同(或訂購單)的規定,幷填寫質量證明書。
5.1.2需方應當對收到的産品按本標準的規定進行檢驗,如檢驗結果與本標準及合同(或訂購單)的規定不符時,應在收到産品之日起3個月內向供方提出,由供需雙方協商解决。
5.2組批
産品應成批提交驗收。每批産品由同一牌號、同一工藝、同一規格、同一爐號的産品組成。
5.3檢驗項目及取樣
每批産品的檢驗項目及取樣按表3規定進行。
表3 鎢基體規格
| 檢驗項目 | 取樣數量 | 要求的章條號 | 試驗方法的章條號 |
| 産品尺寸及允許偏差 | 逐件 | 3.3 | 4.1 |
| 鎢基體密度 | 每批隨爐帶一個10mmx10mmx10mm的試樣 | 3.4 | 4.2 |
| 結合强度 | 逐件 | 3.5 | 4.3 |
| 外觀質量 | 逐件 | 3.6 | 4.4 |
5.4檢驗結果的判定
5.4.1鎢基體密度檢測結果不合格時,判該批産品不合格。
5.4.2尺寸及允許偏差、結合强度、外觀質量檢驗不合格時,判單件産品不合格。
6.標志、包裝、運輸、貯存及質量證明書
6.1標志
檢驗合格的産品上應貼標志或標簽,注明:供方名稱、産品名稱、規格、批號。
6.2包裝
産品先用潔淨的白色包裝紙包裝,放入單個紙盒中再用木箱包裝(木箱中應單層放置),每箱不得超過6個。
6.3運輸、貯存
産品在運輸貯存過程中應防止震動、碰撞、重壓。
6.4質量證明書
每批産品應附有質量證明書,注明:
a)供方名稱;
b)産品名稱、規格;
c)産品批號、數量;
d)各項分析檢驗結果及質量檢驗部門的印記;
e)本標準編號;
f)包裝日期。
7.合同(或訂貨單)內容
訂購本標準所列産品的合同(或訂貨單)應包括以下內容:
a)産品名稱;
b)産品名規格;
c)産品數量;
d)本標準編號;
e)其他。
附錄A(規範性附錄)鎢銥流口結合强度檢測方法
A.1試驗步驟
A.1.1將鎢銥流口放置在工作平臺上,如鎢銥流口結合强度檢測示意圖所示。
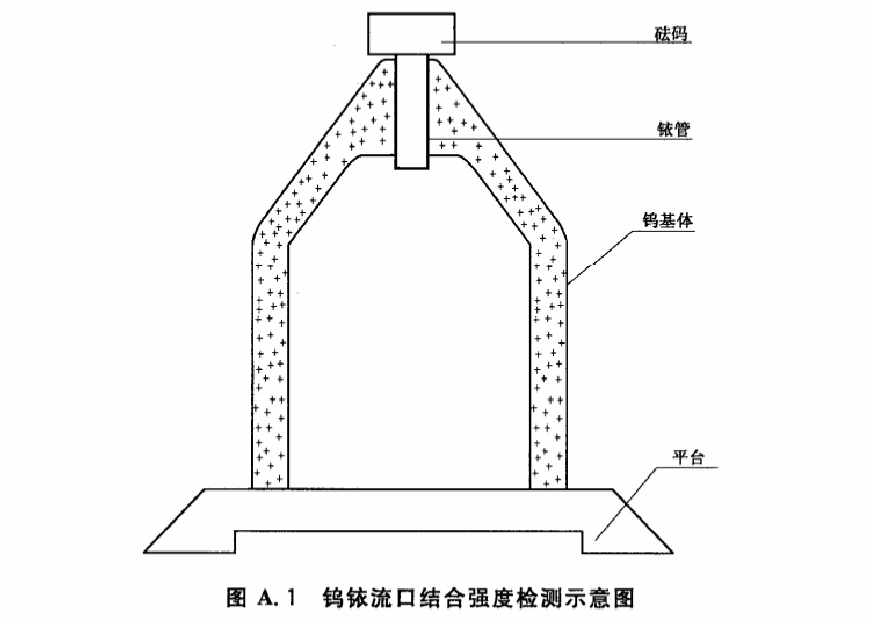
A.1.2在銥管上表面施加1000g砝碼,保持10s。
